Почему FDM-принтер печатает не как литье: радиусы, слои, фаски и прочность детали
Разбор FDM-печати без упрощений: почему нижние радиусы плохо печатаются без поддержек, откуда берутся ступеньки на скосах, зачем нужны фаски и почему прочность по Z отличается от прочности литой детали.
Красивая модель в CAD и реальная дорожка пластика
Проблема часто начинается с простой детали: крышка, корпус, банка, декоративная накладка, кожух для платы или небольшая коробка под электронику. В CAD нижний край скруглен красивым радиусом, поверхность выглядит как у литой пластиковой детали, а на экране все переходы мягкие и чистые. Потом модель отправляется на FDM-принтер, и нижний радиус превращается в грубую кромку, провисание, неровную дорожку или шероховатый участок.
Ошибка здесь не в том, что модель плохая. Ошибка в том, что она спроектирована как для литья, фрезеровки или фотополимерной печати, а не как для FDM. При литье материал заполняет форму целиком. При фрезеровке инструмент снимает лишнее с уже существующего объема. При FDM деталь строится снизу вверх из отдельных дорожек расплава, и каждая новая дорожка должна на что-то опираться.
Если проектируется корпус для ESP32, реле, датчика, RFID-считывателя или небольшой панели управления, это различие становится важным. Снаружи хочется получить аккуратную промышленную форму, а внутри нужны стойки, отверстия, защелки, каналы под провода и посадочные места под платы и контроллеры. Именно в таких деталях FDM быстро показывает ограничение технологии: форма должна быть не только красивой, но и печатаемой.
Нижний радиус от стола превращается в нависание
Самый неприятный случай - наружный нижний радиус, который начинается прямо от стола и расширяется наружу. В CAD это выглядит как нормальное скругление. Для FDM это почти сразу становится нависанием.
В нижней части такого радиуса следующий слой должен выйти наружу относительно предыдущего. Если смещение небольшое, дорожка еще держится. Если смещение большое, край линии оказывается в воздухе. Горячий пластик не успевает стать жестким, поэтому он провисает, заворачивается, цепляется соплом или дает грубую неровную кромку.
Поэтому большой нижний радиус часто выглядит хуже, чем острый край. Острый край хотя бы лежит на столе. Радиус пытается создать мягкий переход, но в первых слоях у него нет нормальной опоры.
Слой не строит идеальную кривую
FDM-печать не создает непрерывную гладкую поверхность. Она приближает ее слоями. Сопло выдавливает дорожку конечной ширины, например около 0.42-0.48 мм при сопле 0.4 мм. Высота слоя при этом может быть 0.2 мм, 0.16 мм, 0.12 мм или меньше. Поэтому любая наклонная или округлая поверхность в реальности становится набором маленьких ступеней.
Чем поверхность ближе к вертикали, тем меньше заметна ступенчатость. Чем поверхность ближе к горизонтали, тем сильнее видны террасы. Это особенно заметно на крышках с пологим скосом, купольных формах, больших радиусах и верхних наклонных плоскостях.
Важно понимать: уменьшение высоты слоя улучшает вид, но не отменяет физику процесса. Если слой сделать тоньше, ступеньки станут ниже, а радиус визуально станет плавнее. Но ширина дорожки, вязкость расплава, охлаждение и опора под новой линией все равно останутся ограничениями.
FDM-печать всегда является геометрическим компромиссом между моделью, высотой слоя, шириной линии и направлением укладки пластика.
Фаска как технологичный нижний переход
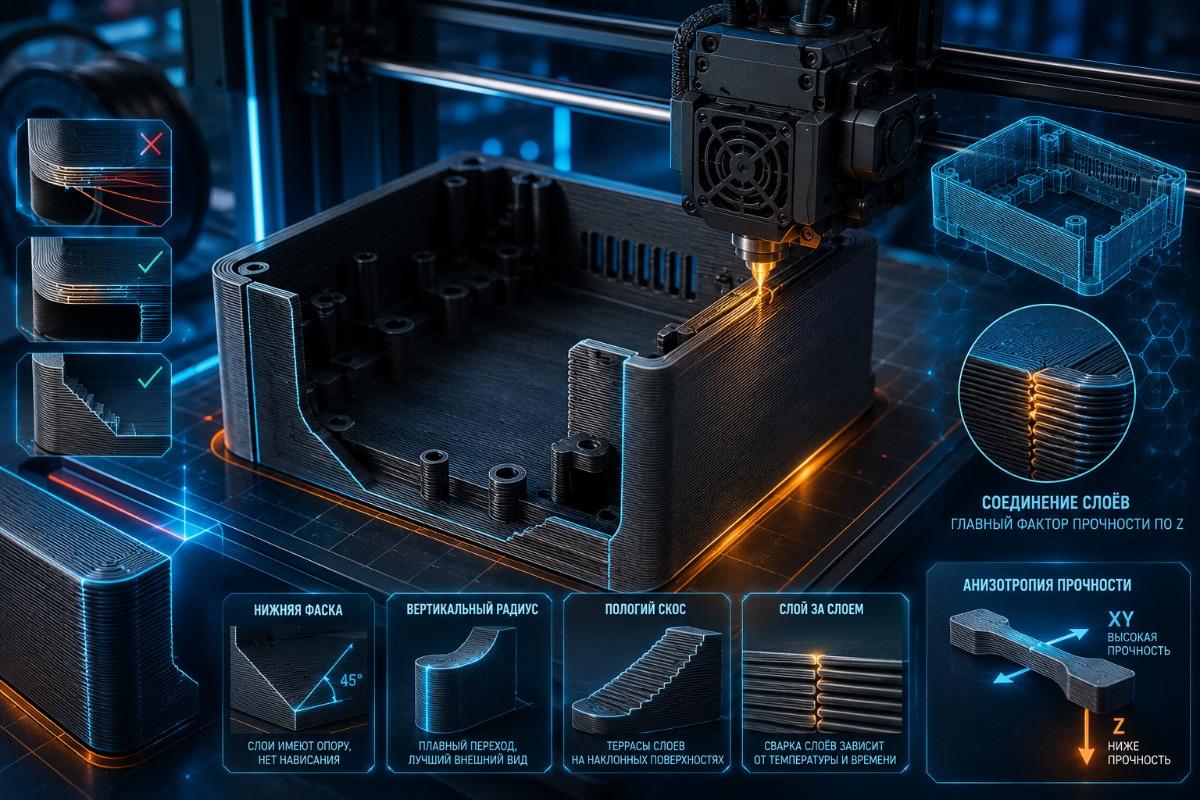
Для FDM нижнюю округлость часто заменяют фаской. Это не упрощение ради экономии времени, а нормальный технологичный прием. Фаска под 35-45 градусов дает принтеру понятную геометрию: каждый следующий слой немного смещается наружу, но все еще опирается на предыдущий.
Если хочется сохранить мягкий внешний вид, не обязательно делать всю деталь рубленой. Хороший вариант - фаска снизу и небольшой радиус выше. Сначала принтер получает печатаемый наклон, затем модель переходит в более мягкую форму. Визуально деталь уже не выглядит грубой коробкой, но нижний край не требует поддержки.
Рабочая логика простая: нижние наружные переходы лучше делать фасками, вертикальные углы можно скруглять радиусами, верхние кромки тоже обычно хорошо принимают радиусы. То есть радиусы не запрещены. Проблема именно в радиусе, который начинается от стола и сразу уходит наружу.
| Зона детали | Что обычно делать для FDM | Причина |
|---|---|---|
| Нижний наружный край | Фаска 35-45 градусов | Слой получает опору и не висит в воздухе |
| Вертикальные углы корпуса | Радиус или маленькая фаска | Печатается по периметру без критичного нависания |
| Верхняя кромка | Радиус или фаска | Риск провисания ниже, но могут быть ступеньки |
| Пологая крышка | Избегать слишком малого угла к горизонту | Будут видны террасы слоев |
| Внутренние посадочные места | Малые фаски и зазоры | Проще сборка и меньше риска задевания деталей |
Скос на крышке не провисает, но дает террасы
Иногда деталь разворачивают на столе, чтобы убрать нижний радиус из зоны нависания. Это может помочь, но появляется другая проблема: наклонные верхние поверхности становятся ребристыми. Там уже нет провисания, потому что пластик лежит сверху, но гладкой поверхности все равно не получается.
Если крышка имеет скос около 10 градусов от горизонтали, FDM напечатает ее как длинную серию плоских террас. При слое 0.2 мм это будет заметно. При 0.12 мм лучше, но блик на поверхности все равно покажет ступени. Такой дефект не связан с плохим пластиком или неправильной температурой. Это следствие послойной аппроксимации.
Скос 45 градусов обычно выглядит спокойнее, потому что каждый слой смещается не так грубо относительно общей формы. Скос ближе к вертикали еще лучше. Поэтому при проектировании декоративных крышек лучше не делать длинные пологие плоскости, если они видимы снаружи. Короткая фаска и плоская площадка часто выглядят аккуратнее, чем большой пологий скат.
Ориентация детали переносит проблему в другое место
Разворот модели на столе - полезный прием, но не универсальное решение. Если поставить корпус вертикально, боковые стенки будут ровнее, а нижние радиусы могут испортиться. Если положить деталь на бок, часть радиусов станет печататься лучше, но цилиндрические и наклонные поверхности получат видимые слои, а нижняя сторона может потребовать поддержку.
Поэтому ориентация детали выбирается не по одному критерию. Надо смотреть, какая поверхность будет видимой, где нужны точные посадки, где допустима постобработка, где можно спрятать следы поддержек, а где лучше изменить саму геометрию.
Например, корпус под преобразователь питания или небольшой модуль управления можно спроектировать так, чтобы наружный низ имел фаску, верхняя крышка печаталась плоской стороной вверх, а видимые вертикальные углы получили радиусы. Тогда деталь не будет полностью копировать литую форму, но будет выглядеть аккуратно и печататься предсказуемо.
Прочность по Z отличается от прочности в плоскости слоя
Вторая большая проблема FDM - прочность между слоями. В плоскости XY дорожки пластика непрерывны. Материал выдавлен в одну линию, охлажден и связан внутри самой дорожки. По оси Z новая дорожка должна привариться к предыдущей через тепло, давление, диффузию цепей и контакт поверхностей.
Если слой уже сильно остыл, сварка получается слабее. Если пластик влажный, перегретый, плохо смачивает предыдущий слой или печатается слишком быстро, граница между слоями становится слабым местом. При изгибе или ударе деталь может расслоиться именно там.
Это не значит, что FDM всегда непрочный. Это значит, что прочность FDM-детали нельзя оценивать как прочность литого пластика. У литой детали материал сформирован в объеме. У FDM-детали есть история укладки, направление дорожек, температура интерфейса, высота слоя, заполнение и ориентация нагрузки.
У FDM прочность проектируется вместе с направлением печати.
Материал не исправляет плохую геометрию полностью
Можно взять PLA, PETG, ABS, ASA, TPU, PC или нейлон, но физика слоя никуда не исчезнет. Разные материалы дают разное поведение: один лучше держит мосты, другой лучше сваривает слои, третий меньше хрупкий, четвертый лучше переносит температуру. Но нижний радиус без опоры, пологий скос и слабая граница слоев остаются инженерными вопросами.
Пластик может расширить технологическое окно. Хороший материал может меньше трескаться, лучше переносить отжиг, сильнее связываться между слоями и лучше держать нагрузку. Но он не превращает FDM в литье. Если модель требует идеальной нижней округлости без поддержек, материалу придется работать против геометрии.
Поэтому проектирование FDM-детали начинается не с выбора красивого радиуса, а с вопроса: как эта форма будет строиться слоями. Когда это учитывается заранее, даже обычный материал дает заметно лучший результат.
Корпус для электроники как практический пример
Представим небольшой корпус: внутри плата, снаружи аккуратная крышка, сбоку отверстие под кабель, снизу посадочные ножки. Внутри может стоять модуль реле, датчик, контроллер, RFID-плата или узел управления замком. Такая деталь кажется простой, но в ней сразу есть несколько зон риска.
Нижние наружные края лучше делать фаской. Стойки под плату надо печатать с запасом по диаметру и не делать слишком тонкими. Отверстия под винты лучше проектировать с учетом усадки и направления слоя. Защелки надо располагать так, чтобы нагрузка не отрывала слои по Z. Если корпус предназначен для электронного замка для шкафчика, посадка под крепеж должна учитывать не только форму, но и направление усилия при открывании.
Внешний вид тоже можно улучшить без полного радиуса снизу. Маленькая фаска по периметру, радиусы на вертикальных углах, аккуратная верхняя кромка и спокойная плоская крышка часто выглядят лучше, чем попытка сделать литую форму, которая плохо печатается.
Рабочая схема проектирования под FDM
Для практической детали можно принять простую схему. Нижние края, которые расширяют деталь наружу от стола, делать фасками. Большие нижние радиусы использовать только там, где есть поддержка, постобработка или другая ориентация печати. Видимые вертикальные углы скруглять радиусами, потому что они обычно печатаются нормально. Верхние края можно делать мягче, но избегать длинных пологих поверхностей, если важен внешний вид.
Толщину стенки лучше связывать с шириной линии. Если сопло 0.4 мм, стенка на 1.2 мм обычно дает три периметра и печатается предсказуемее, чем случайная толщина 1.0 мм или 1.1 мм. Посадочные элементы нужно делать с зазорами, потому что реальная дорожка пластика имеет ширину, а углы и отверстия не всегда получаются такими, как в CAD.
Когда нужна постобработка или другая технология
Если нужна поверхность как у литой детали, FDM может потребовать шлифовку, грунт, окраску, химическое сглаживание для подходящих материалов или печать частями с последующей сборкой. Иногда лучше сразу выбрать фотополимерную печать, если деталь декоративная, небольшая и не несет серьезной нагрузки. Иногда лучше оставить FDM, но изменить форму: фаски, разъемная конструкция, скрытые швы, менее пологие скосы.
Для инженерных деталей FDM ценен не тем, что копирует литье, а тем, что позволяет быстро получить функциональный корпус, крепление, держатель, прототип панели или посадочное место под электронику. Но технология требует своей геометрии. Когда это принимается, качество резко растет без смены принтера и без дорогого материала.
Именно поэтому в FDM-дизайне фаска не является признаком упрощения. Это такой же инженерный элемент, как зазор под винт, ребро жесткости, посадочная полка или технологический разъем.
Итог для инженера
FDM-принтер не печатает деталь как литье, потому что он строит ее из дорожек расплава. Нижние радиусы от стола становятся нависаниями, наклонные поверхности превращаются в террасы, а прочность по Z зависит от качества сварки между слоями. Поэтому модель, которая красиво выглядит в CAD, не всегда является хорошей моделью для печати.
Практический подход другой: нижние наружные переходы делать фасками, видимые вертикальные углы скруглять радиусами, пологие декоративные скосы использовать осторожно, а ориентацию печати выбирать с учетом нагрузки. Тогда FDM перестает быть источником случайных дефектов и становится нормальным инженерным инструментом.
Хорошая FDM-деталь начинается не с красивого радиуса, а с понимания, как этот радиус будет построен слоями.
Комментарии (0)